Dłutowniczki REV
Dłutownice na CNC, do obróbki kształtowej otworów lub wałków płytkami kształtowymi
System Narzędzi REV to inteligentne i efektywne rozwiązanie do wykonywania wpustów i obróbek bezpośrednio na tokarkach i centrach obróbczych CNC, bez potrzeby ustawiania narzędzi na innych maszynach oraz bez konieczności zatrudniania specjalistów zewnętrznych. Wszystko to przy jednoczesnym zagwarantowaniu obróbki z doskonałym wykończeniem i zawsze doskonale w granicach tolerancji. Dłutowniczki REV, są używane również do kształtowania rowków wpustowych oraz kształtowych, są alternatywą dla tradycyjnych narzędzi, oferując większą wszechstronność i solidność. System REV jest jedynym, który zapewnia klientom kompletne programy do stosowania na CNC i zapewnia klientom pomoc techniczną dla każdego zastosowania, bez żadnych dodatkowych kosztów.





Dłutownice na CNC
Dłutownice na CNC, do obróbki kształtowej otworów lub wałków płytkami kształtowymi
System Narzędzi REV to inteligentne i efektywne rozwiązanie do wykonywania wpustów i obróbek bezpośrednio na tokarkach i centrach obróbczych CNC, bez potrzeby ustawiania narzędzi na innych maszynach oraz bez konieczności zatrudniania specjalistów zewnętrznych. Wszystko to przy jednoczesnym zagwarantowaniu obróbki z doskonałym wykończeniem i zawsze doskonale w granicach tolerancji. Dłutowniczki REV, są używane również do kształtowania rowków wpustowych oraz kształtowych, są alternatywą dla tradycyjnych narzędzi, oferując większą wszechstronność i solidność. System REV jest jedynym, który zapewnia klientom kompletne programy do stosowania na CNC i zapewnia klientom pomoc techniczną dla każdego zastosowania, bez żadnych dodatkowych kosztów.
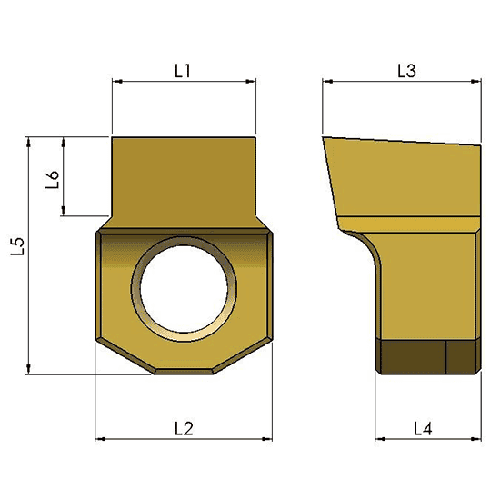
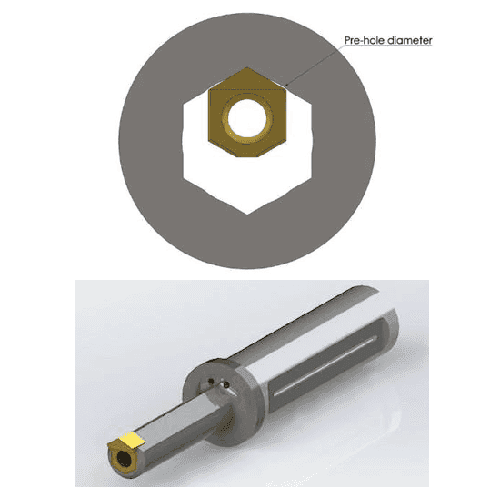
Film demo pokazujący obróbkę sześciokąta w sześciu przejściach. W przypadku tego wymiaru sześciokąt musi być zrealizowany w tylu przejściach. Dla mniejszych różnic pomiędzy płytką a sześciokątem, obróbka możliwa nawet w tylko 3 przejściach. W zależności od głębokości oczekiwanej wykonania kształty mogą być wykonane różne długości trzonków. W zależności od materiału możliwe jest wykonanie różnych powłok i różnego pochylenia powierzchni natarcia. Prosimy pamiętać przed zamówieniem o jak najszerszym i szczegółowym zdefiniowaniu swoich potrzeb obróbkowych. Na stronie https://revtool.eu/en/processing-time-calculation-program.html możliwe jest wyliczenie czasu potrzebnego na obróbkę dla różnych kształtów i długości obróbkowych.
SYSTEM REV
Poniższy film przedstawia niektóre z możliwych procesów, które można osiągnąć za pomocą tej linii narzędzi. Następnie zilustrowano różne zespoły w różnych zastosowaniach: tokarka CNC, centrum obróbcze CNC, tradycyjna dłutownica. Pokazano również symetryczną korektę za pomocą tulei mimośrodowej. Metoda korekcji jest niezbędna dla wszystkich tokarek, które nie mają osi y. Następnie wykonywane są dwie obróbki wpustów.
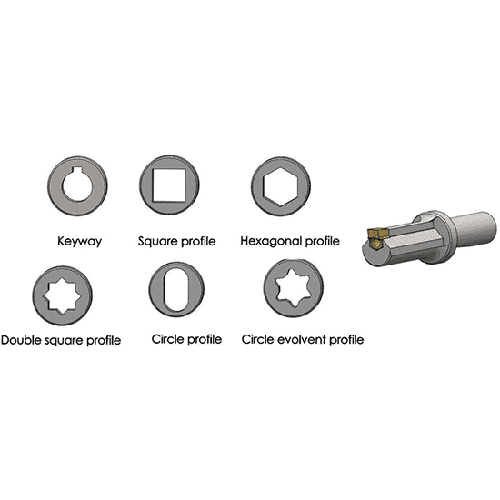
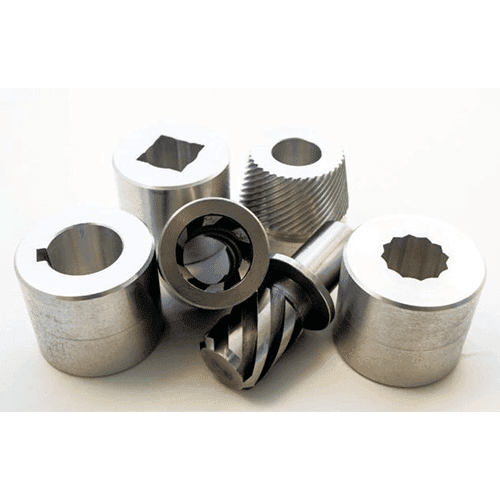
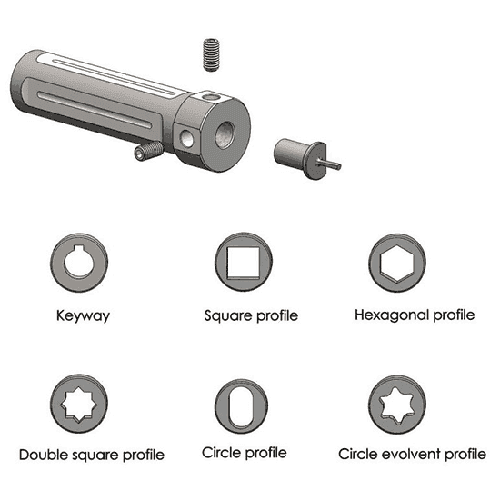
Drugi przypadek, w którym wykonany wpust wymaga dwóch różnych faz, jest odpowiedni dla gniazd o dużej grubości. Obrabianie, jak widać, podzielone jest na dwie fazy. Pierwsza faza, zwana obróbką zgrubną, usuwa tylko część materiału; druga faza, zwana wykańczaniem, usuwa pozostały materiał po osiągnięciu pożądanego rozmiaru. Zalecamy tę metodę obróbki dla grubości większych niż 18 mm. Podsumowując, można zauważyć różne profile wewnętrzne: kwadratowe, sześciokątne, wielowpustowe.
Aby stworzyć te profile, REV srl bezpłatnie udostępnia swoim klientom program specjalnie zaprojektowany dla maszyn CNC. Program jest dostępny dla wszystkich dostępnych na rynku maszyn CNC. System REV Broaching Tool to inteligentne i efektywne rozwiązanie, które umożliwia tworzenie rowków wpustowych i dłutowania bezpośrednio na tokarkach i centrach obróbczych CNC, bez konieczności wyposażania innych maszyn i bez konieczności kontaktowania się z zewnętrznymi specjalistami. Gwarantuje to obróbkę z doskonałym wykończeniem i zawsze perfekcyjną tolerancją. Co więcej, narzędzie do dłutowania REV, stosowane w maszynach do dłutowania i pilnikowania, stanowi ważną alternatywę dla tradycyjnych narzędzi, wyróżniającą się wszechstronnością i wytrzymałością.
System REV jest jedynym, który udostępnia klientowi kompletne programy do użytku na CNC i który pod względem technicznym podąża za klientem we wszystkich jego potrzebach, bez dodatkowych kosztów.
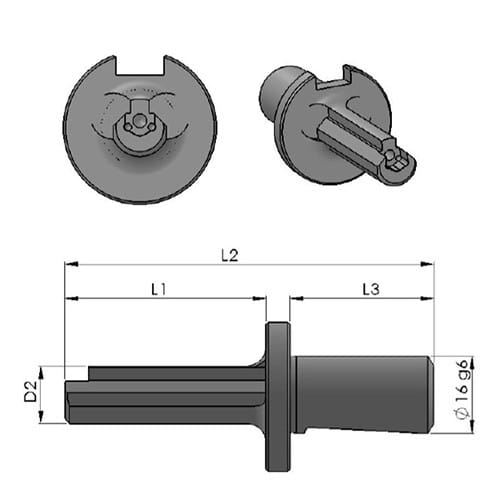
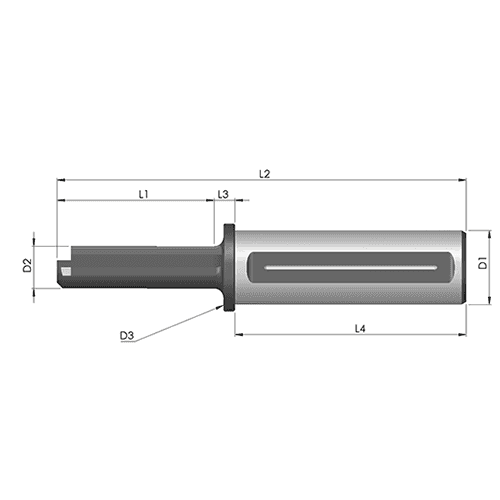
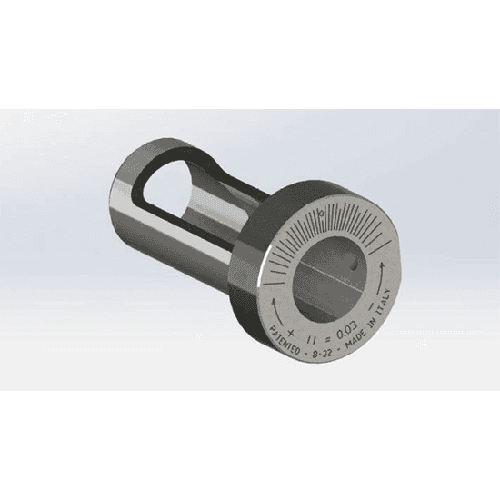
Główną cechą narzędzi firmy Rev jest tuleja mimośrodowa opatentowana przez REV S.R.L. pozwalające na pracę na każdej tokarce bez potrzeby pracy osi Y w celu przeciągania lub rowkowania w idealnym ułożeniu na powierzchni roboczej. Wykonane ze stali narzędziowej, która została utwardzona i oszlifowana. Dłutowanie jest procesem, który prawie zawsze jest idealnie wycentrowany na powierzchni roboczej z marginesem błędu rzędu kilku setnych części milimetra, jednakże błędy symetrii często pojawiają się w korelacji montowanego narzędzia a środkiem powierzchni roboczej. Tuleja mimośrodowa firmy REV umożliwia wykonanie przesunięcia narzędzia w setkach poprzez obracanie go o max 0,5 w Y+ i 0,5 w Y-. Ten zakres regulacji jest wystarczający do wyeliminowania błędów wyrównania. Stopniowana skala jest wyryta na przodzie dłutowniczka , gdzie każdy ząb oznacza zmianę o 0,03 mm. Jeśli po pierwszym dłutowaniu detalu zostanie wykryty jakikolwiek błąd, dłutowanie zostanie dostosowane do danego kierunku, w celu usunięcia błędu. Tuleja mimośrodowa jest wymagana tylko, jeśli tokarka CNC nie ma osi Y, z drugiej strony, jeśli tokarka jest wyposażona w taką oś, tuleja mimośrodowa nie może być zainstalowana – funkcje CNC powinny być użyte do ustawienia dokładnej pozycji.
Główną cechą narzędzi firmy Rev jest tuleja mimośrodowa opatentowana przez REV S.R.L. pozwalające na pracę na każdej tokarce bez potrzeby pracy osi Y w celu przeciągania lub rowkowania w idealnym ułożeniu na powierzchni roboczej. Wykonane ze stali narzędziowej, która została utwardzona i naostrzona. Dłutowanie jest procesem, który prawie zawsze jest idealnie wycentrowany na powierzchni roboczej z marginesem błędu rzędu kilku setnych części milimetra, jednakże błędy symetrii często pojawiają się w korelacji montowanego narzędzia a środkiem powierzchni roboczej. Tuleja mimośrodowa firmy REV umożliwia wykonanie przesunięcia narzędzia w setkach poprzez obracanie go o max 0,5 w Y+ i 0,5 w Y-. Ten zakres regulacji jest wystarczający do wyeliminowania błędów wyrównania. Stopniowana skala jest wyryta na przodzie dłutowniczka , gdzie każdy ząb oznacza zmianę o 0,03 mm. Jeśli po pierwszym dłutowaniu detalu zostanie wykryty jakikolwiek błąd, dłutowanie zostanie dostosowane do danego kierunku, w celu usunięcia błędu. Tuleja mimośrodowa jest wymagana tylko, jeśli tokarka CNC nie ma osi Y, z drugiej strony, jeśli tokarka jest wyposażona w taką oś, tuleja mimośrodowa nie może być zainstalowana – funkcje CNC powinny być użyte do ustawienia dokładnej pozycji.

Montowanie na tokarce CNC
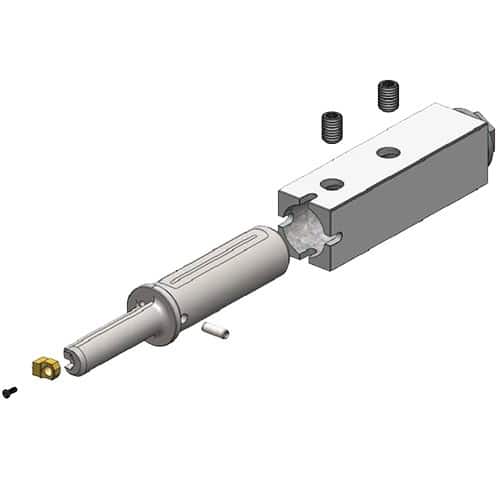
Umieść wkładkę w obudowie narzędzia i dokręć śruby torx odpowiednim śrubokrętem;
Włóż narzędzie do tulejki mimośrodowej I wyrównaj białą szczerbinę naciętą na kołnierzu narzędzia (oznaczoną 0) ze szczerbiną znajdującą się z przodu tulei; następnie, dokręć śruby mocujące umieszczone na kołnierzu tulei, aby zablokować narzędzie w tulei;
Umieść jednostkę złożoną z dłutowniczka i narzędzia wewnątrz otworu dokującego, dokręć śrubki z łbem sferycznym wewnątrz gniazda, mając na uwadze, aby nie zablokować całkowicie narzędzia. Na koniec dokręć dwie płaskie śruby.
Po wykonaniu pierwszego wpustu, aby sprawdzić jego symetrię, należy włożyć i unieruchomić bloczek Johnson’a, bez luzów; w przygotowanym gnieździe za pomocą sprawdzianu zmierzyć odległość od brzegu średnicy do ścianki bloczka Johnson’a.
Na rysunku nr 1 mierzona wartość wynosi 8,50 mm I jest właściwa, podczas gdy na rysunku nr 2 mierzona wartość wynosi 8,35 mm z jednej i 8,65 z drugiej strony, skutkując błędem przesunięcia o 0,15 mm, który należy poprawić.

Korygowanie błędów z Dłutownikiem REV
Jeśli wystąpił błąd wyrównania, który ma być poprawiony, postępuj zgodnie z poniższą instrukcją:
Zacznij od poluzowania śrub z płaskim łbem, które trzymają narzędzie w uchwycie oraz śruby rozstawione promieniście na kołnierzu tulei mimośrodowej, przekręć tuleję mimośrodową w kierunku przeciwnym do błędu, z zasady działanie jest podobne do osi Y (przesuwanie narzędzie w Y+ i Y-). Każde nacięcie wygrawerowane na dłutownicy równe jest 0,03 mm.
Dokręć kołek mocujący umieszczony na kołnierzu tulei, a następnie wszystkie pozostałe kołki w obsadce rozwiertaka.
Prosimy o przestrzeganie wszystkich zalecanych parametrów i wskazówek.
NARZĘDZIA REV DO TOKAREK CNC

Dla maszyn, które nie posiadają funkcji wyrównania wrzeciona, technicy z firmy REV opracowali płytkę wyrównawczą wspomagającą odpowiednie dopasowanie dłutownic firmy REV na centrach mechanicznych i frezarkach. Jest to kalibrowany pręt montowany przy narzędziu. Posiada wskaźnik w setkach (lub mikronowy, jeśli potrzebna jest większa precyzja) i porusza się wraz z narzędziem. Jeśli narzędzie zostało ustawione centralnie do referencyjnej osi detalu, narzędzie może zostać złożone, a proces może zostać rozpoczęty.
MONTOWANIE NA TOKARKACH CNC

Zamontuj narzędzie bezpośrednio na uchwycie Weldon (rekomendowany z własnym, wewnętrznym podłączeniem);
Ustaw selektor na MDI I nastaw maszynę w trybie wrzeciona (na przykład Fanuc M19);
Umieść płytkę ustawczą w obudowie i używając miarki lub porównania przesuwaj osie wzdłuż płaskiej powierzchni płytki aż osiągniesz idealne wyrównanie, równoległe do kierunku ruchu;
Dokręć śruby na uchwycie Weldon włącznie z zaciskami na narzędziu, następnie usuń płytkę ustawczą i włóż wkładkę na miejsce.
PROGRAMOWANIE DŁUTOWANIA NA CNC
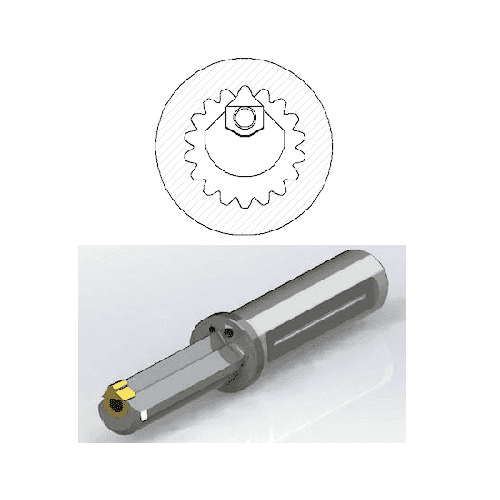
Technicy z firmy REV opracowali programy na CNC do operowania narzędziami. Są one darmowe, a dostęp do nich można uzyskać po zgłoszeniu zapotrzebowania na stronie www. Zostały opracowane dla najpopularniejszych typów CNC, które są obecnie dostępne na rynku. Używając tych programów operator może szybko i łatwo wykonać koła zębate oraz mocowanie kluczy.

NARZĘDZIA REV DO DŁUTOWANIA
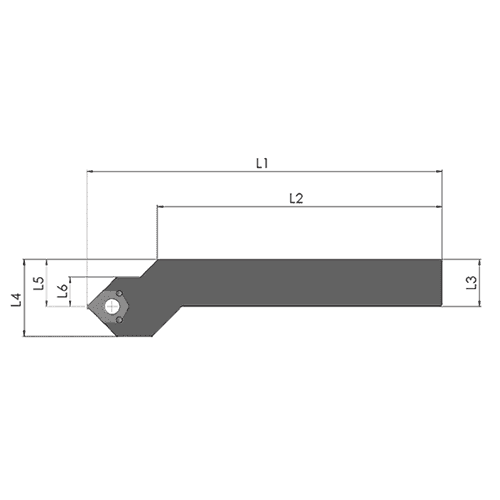
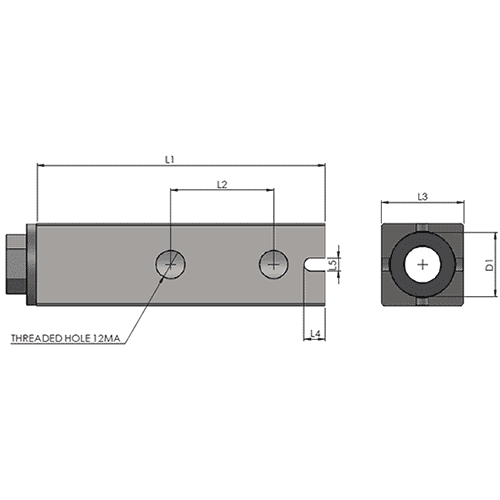
Narzędzia do dłutowania firmy REV mogą być używane zarówno na centrach obróbczych CNC i tokarkach, jak i tradycyjnych dłutownicach, maszynach do formowania oferując dużą siłę i szeroki wachlarz zastosowań w przeciwieństwie do popularnych narzędzi używanych na powyższych maszynach. W celu przymocowania narzędzia do dłutownicy lub innej maszyny formującej, narzędzia REV oferują adapter ( kwadratowy lub pryzmatyczny), który umożliwia pracę z otworem w czterech pozycjach pod kątem 90° względem siebie. Wykonany jest z 39NiCrMO3, który dzięki hartowaniu osiąga twardość rzędu 58/60 HRC. Twardość i sztywność tego materiału pozwala osiągnąć doskonałe efekty podczas pracy na powierzchni detalu. Adapter (kwadratowy lub pryzmatyczny) wyposażony jest w dwa otwory, w które wchodzą dwie płaskie śruby M12x8 mające na celu mocowanie narzędzia wewnątrz adaptera. Pin rozrządu gwarantuje idealną pozycję narzędzia względem osi. REV oferuje rozwiązania mocowania narzędzia na kwadratowym lub pryzmatycznym adapterze, jednakże jest to jedna z wielu możliwości zamocowania i ustawienia narzędzi dłutujących REV na dłutownicach i maszynach formujących. Technicy REV są w stanie zaadaptować narzędzie do każdej dłutownicy i maszyny formującej dostępnej na rynku poprzez modyfikację części przeznaczonej do mocowania na maszynie.
MONTOWANIE NA DŁUTOWNICACH
Umieść płytkę w otworze mocującym i dociśnij zaciski poprzez dokręcenie śrub typu torx.
Umieść narzędzie wewnątrz kwadratowego lub pryzmatycznego adaptera i unieruchom je przy pomocy śrub z płaskim łbem.


OBRÓBKA DŁUTOWANIA
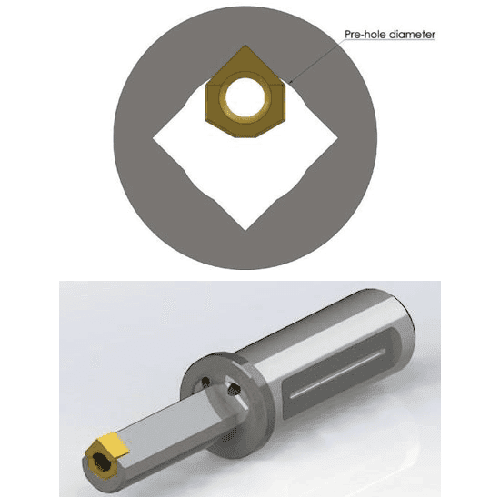
Procesy, które mogą zostać przeprowadzone przez narzędzia firmy REV, w przypadku standardowych maszyn, to wszystkie działania odnoszące się do dziedziny dłutowania/przepychania lub kanałów pod wpusty wykonywane pojedynczo lub w tym samym momencie, na otworach cylindrycznych lub stożkowych, z lub bez kanału wyjściowego, z lub bez fazowania przy podstawie. Wraz ze specjalnymi narzędziami możliwe jest również wykonanie PTO, kwadratowych, pięciokątnych i sześciokątnych otworów i spiralnych zębów.
Kiedy wymagane jest wykonanie znacznie większego kanału pod wpusty, dobrą praktyką jest przeprowadzenie procesu w dwóch krokach: operacji zgrubnej i operacji wykończenia. W ten sposób unika się zbyt dużego obciążenia dla narzędzia oraz poprawia się dokładność i powierzchnię w tym samym czasie.
NARZĘDZIA DO DŁUTOWANIA SPECJALNE I PŁYTKI
Zakład produkcyjny firmy REV jest w stanie wytworzyć specjalne narzędzia i płytki na podstawie wymagań klienta oraz może spełnić te zapotrzebowania w bardzo krótkim czasie i w konkurecyjnej cenie.
PARAMETRY PRACY I OSIĄGI
Prędkość skrawania, wzrost udaru oraz żywotność narzędzi zależą w ogromnej mierze od przetwarzanego materiału.
W celu określenia średnich czasów obróbki zachęcamy do skorzystania z programu do obliczania czasu obróbki na stronie https://www.revtool.eu

